
WXING의 뉴스와 혁신에 대한 최신 소식을 받아보세요.
냉간 성형이라고도 하는 냉간 단조는 실온에서 와이어나 막대를 원하는 모양으로 변형하는 금속 가공 공정입니다. 냉간 단조는 열간 단조와 달리 외부 가열이 필요하지 않으며, 대신 재료의 연성에 의존하여 고압으로 흐르게 합니다. 이 방법은 볼트, 나사, 리벳 등의 패스너 생산에 널리 사용되며 치수 정확도가 뛰어나고 표면 마감이 우수하며 재료 낭비를 최소화합니다. 금속이 재결정 온도 이상으로 가열되지 않기 때문에 재료 내부의 입자가 그대로 유지되어 강도와 피로 저항성이 향상됩니다.
와이어 스풀이 페이오프 릴에 장착되고 곧게 펴는 메커니즘을 통해 구부러지거나 꼬인 와이어를 제거합니다. 그런 다음 와이어가 기계에 올바른 길이(블랭크)로 공급됩니다.
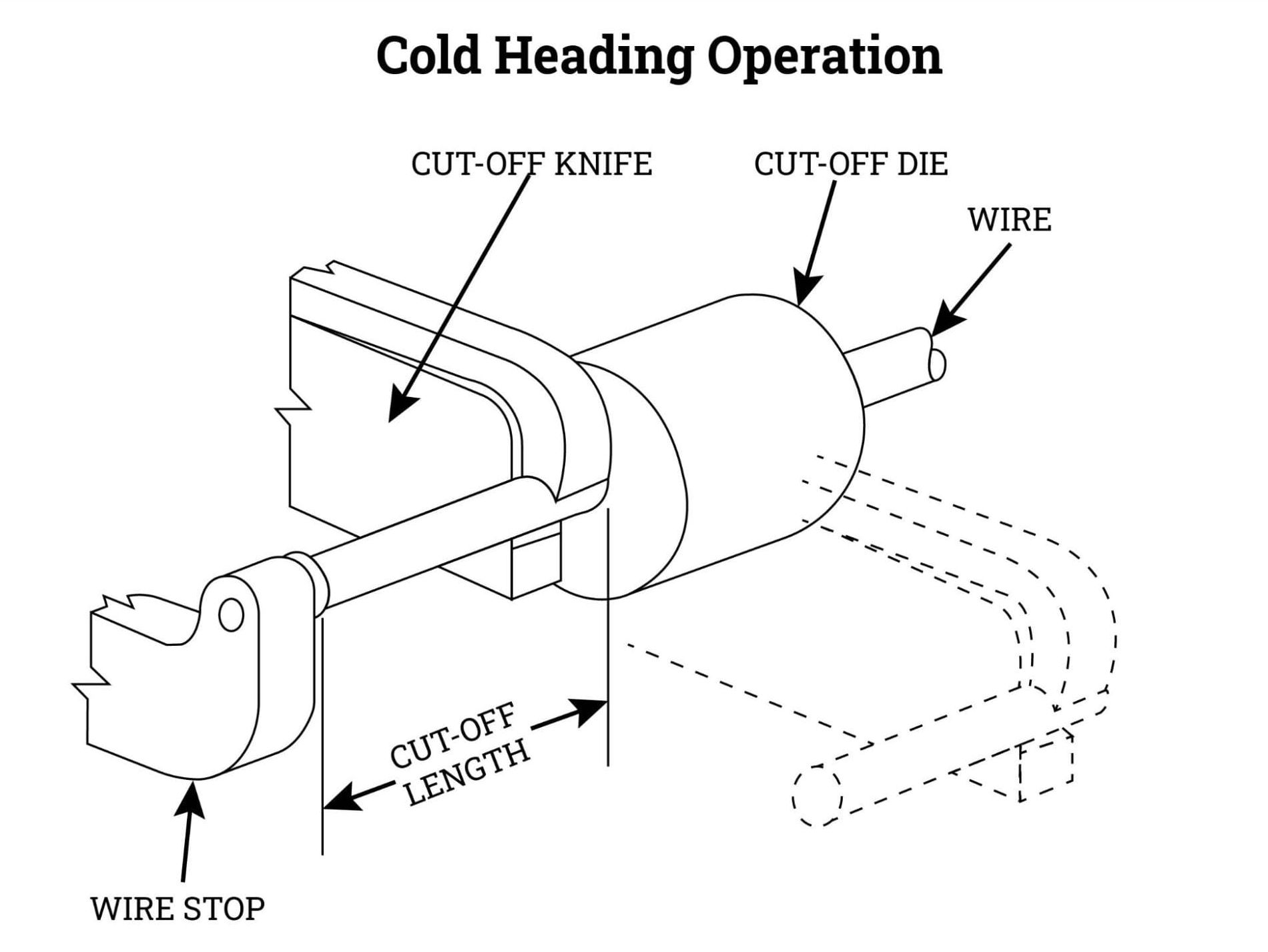
정밀 전단이 와이어를 절단하여 균일한 길이의 '블랭크'를 만듭니다. 이 블랭크는 성형 시퀀스의 시작점입니다.
콜드 헤딩 기계에는 일반적으로 여러 개의 스테이션(또는 "드라이브")이 있습니다. 각 스테이션은 점점 더 높은 압력을 가하여 블랭크의 모양을 변형합니다:
최종 스테이션이 끝나면 새로 형성된 부품이 금형에서 배출됩니다. 그런 다음 통합 컨베이어 또는 슈트를 통해 완성된 부품을 포장 또는 2차 작업으로 이동시킵니다.
자동 측정 시스템은 중요한 치수(예: 헤드 직경, 생크 길이)를 인라인으로 검사하여 부품이 공차를 충족하는지 확인하고 불량품을 줄일 수 있습니다.

콜드 헤딩 머신는 대량 생산, 고정밀 부품에 적합합니다. 공통냉철한 구성 요소포함:
또한 금형 설계에 따라 플랜지, 4방향 십자형, 다중 로브 형태와 같은 맞춤형 형상까지 다양하게 활용할 수 있습니다.
| 기능 | 콜드 헤딩 | 열간 단조 |
| 온도 | 실내 온도 | 재결정 온도 이상 |
| 재료 강도 | 작업 경화로 인해 향상됨 | 이후 열처리하지 않으면 더 낮아질 수 있습니다. |
| 표면 마감 | 탁월한 스케일 또는 산화 최소화 | 종종 표면 청소가 필요함 |
| 치수 정확도 | 높은 허용 오차 달성 가능 | 공차가 느슨하여 2차 가공이 필요할 수 있음 |
| 재료 활용 | 최대 98%(스크랩이 거의 없음) | 플래시 및 트리밍으로 인해 낮아짐 |
| 생산 속도 | 매우 빠른 사이클 속도(분당 수백 건) | 느림; 가열 주기에 따라 다름 |
| 툴링 비용 | 더 높은 초기 다이 비용, 볼륨에 따라 상각되는 비용 | 낮은 다이 비용, 높은 운영 비용 |
냉간 단조는 고강도, 정밀도 및 부피가 필요한 응용 분야에 탁월하며 열전달이 덜 우려되는 크고 부피가 큰 부품에는 여전히 열간 단조가 사용됩니다.





























