
WXING의 뉴스와 혁신에 대한 최신 소식을 받아보세요.
냉간 압조는 열을 사용하지 않고 금속 부품(종종 볼트, 나사 및 리벳)을 성형하는 금속 성형 공정입니다. 이 공정은 용융이나 가공 대신 실온에서 금속 와이어에 고압을 가하여 원하는 모양을 형성하는 데 의존합니다. 따라서 냉간 압조는 기존 가공이나 열간 단조에 비해 빠르고 효율적이며 낭비가 없는 방법입니다.
냉간 압조의 주요 장점 중 하나는 금속의 강도를 향상시킨다는 것입니다. 이 공정은 입자 구조를 절단하는 대신 압축하고 재정렬하기 때문에 결과 부품은 우수한 기계적 특성, 내구성 및 균일성을 유지합니다. 자동차, 항공우주, 건설과 같은 산업의 경우 이러한 이점으로 인해 정밀 패스너의 대량 생산에 냉간 압조가 필수적입니다.
A콜드 헤딩 머신여러 성형 작업을 빠르게 연속적으로 수행하도록 설계된 복잡한 시스템입니다. 주요 구성 요소는 다음과 같습니다.
이러한 부품은 정밀한 조정으로 함께 작동하여 낭비를 최소화하면서 시간당 수천 개의 동일한 부품을 생산할 수 있습니다.
이 공정은 코일에서 기계로 금속 와이어를 공급하는 것으로 시작됩니다. 와이어는 일반적으로 저탄소강에서 중탄소강, 스테인리스강, 알루미늄 또는 기타 연성 금속으로 만들어집니다. 공급 시스템은 일관된 공급을 보장하고 적절한 정렬을 유지하여 걸림이나 불규칙한 절단을 방지합니다. 기계에 들어가기 전에 와이어는 구부러짐을 제거하기 위해 교정기를 통과하여 성형 중 정확성을 보장할 수 있습니다.
와이어가 제자리에 있으면 기계식 또는 유압식 절단 칼이 와이어를 블랭크라고 하는 짧은 조각으로 자릅니다. 각 블랭크의 길이는 최종 부품의 크기와 모양에 직접적인 영향을 미치기 때문에 정밀하게 제어됩니다. 고속 기계의 경우 이러한 절단은 밀리초 단위로 이루어지며 공급과 절단 사이의 동기화를 통해 일관된 생산 흐름을 유지합니다.
절단 후 블랭크는 다이 스테이션으로 옮겨져 형성됩니다. 단일 스테이션 냉간 압조 기계에서 블랭크는 성형을 위해 한 위치에 유지됩니다. 다중 스테이션 모델에서는 기계식 핑거 또는 그리퍼와 같은 이송 메커니즘이 여러 다이와 펀치를 통해 블랭크를 이동합니다. 각 스테이션은 업세팅, 압출 또는 피어싱과 같은 특정 성형 단계를 수행하여 부품을 점진적으로 성형합니다.
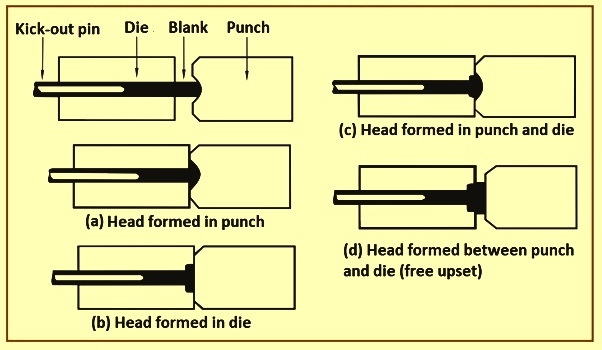
이것이 냉간 압조 공정의 핵심입니다. 기계의 펀치는 엄청난 힘으로 블랭크를 쳐서 다이 캐비티에 밀어 넣습니다. 타격할 때마다 재료를 제거하지 않고 금속의 모양이 변경됩니다.
예를 들어, 첫 번째 타격은 한쪽 끝을 평평하게 만들어 머리를 만들 수 있고, 두 번째 또는 세 번째 타격은 치수를 미세화하거나 홈이나 생크와 같은 더 복잡한 특징을 형성할 수 있습니다. 다중 스테이션 냉간 압조 기계는 여러 번의 타격을 순서대로 수행할 수 있어 높은 정밀도로 복잡한 형상을 만들 수 있습니다.
이 단계에서 금속의 입자 흐름은 부품의 모양을 따라 강도와 피로에 대한 저항성을 향상시키며, 이는 냉간 압공 부품이 가공 부품보다 강한 주된 이유 중 하나입니다.
성형 순서가 끝나면 완성된 부품이 다이 캐비티에서 배출됩니다. 배출 시스템은 표면 손상을 방지하기 위해 부드럽게 밀어냅니다. 여기에서 부품은 자동으로 빈에 수집되거나 나사 압연, 트리밍 또는 열처리와 같은 2차 공정으로 옮겨질 수 있습니다.
기계는 다음 사이클을 위해 즉시 재설정되어 지속적인 생산 리듬을 유지합니다. 고속 냉간 압조 기계는 분당 수백 사이클을 완료할 수 있으므로 일관성과 속도가 필수적인 대규모 제조에 이상적입니다.





























